Definition
Extrusion ist ein Verfahren, bei dem eine plastisch verformbare Masse mittels Druck durch eine Öffnung definierter Größe gefördert wird. Die dafür verwendete Maschine wird als Extruder bezeichnet.
Extrusionsverfahren
Es werden grundsätzlich zwei Verfahrensvarianten unterschieden. Durch klicken auf die Begriffe gelangen Sie zu den Detailerklärungen:
Vorteile
- extrem homogenes Mischverhalten
- Selbstreinigung/Selbstentleerung der Extruderschnecken (Vorteile bezüglich „Containment“)
- einfache Automatisierung und Steuerung
- einfaches Scale-up ➞ Verkürzung „time to market“
- kurze Produktwechselzyklen sichere Reproduktion der Rezepturqualität
- einstufiges Verfahren inkl. Ausformung zur Darreichungsform möglich
- niedrige Betriebs- und Investitionskosten [3]
Extruder-Varianten
Kolbenextruder
Die zu extrudierende Masse wird mittels eines Zylinders durch die Öffnung gepresst.Kolbenextruder werden vor allem eingesetzt, wenn sich das zu verarbeitende Material nicht mittels Schneckenextrudern verarbeiten lässt oder ein häufiger Produktwechsel durchgeführt werden soll. Kolbenextruder werden häufig für keramische Materialien verwendet. In der pharmazeutischen Herstellung werden häufig Schnecken-Extruder eingesetzt.
Schnecken-Extruder
Bei dieser Bauform wird der Druck mittels einer Schneckenwelle (siehe Graphik unten), auch Schnecke genannt, erzeugt. Sie steckt im Schneckenzylinder, dessen Nenndurchmesser gleich dem Außendurchmesser der Schnecke ist. Am vorderen Ende des Schneckenzylinders befindet sich die formgebende Auslassöffnung. Am hinteren Ende des Zylinders befindet sich der Antrieb, in den meisten Fällen ein Elektromotor mit Getriebeeinheit, der für die Rotation der Schnecke sorgt. Rotierende Schneidemesser über der Düsenplatte trennen das Extrudat in die gewünschte Größe. „Wash-in-Place“-Einrichtungen ermöglichen eine Reinigung in einem geschlossenen System. Dies ermöglich eine Reinigung mit nur geringer Belastung der Mitarbeiter („Containment“)
Bei industriellen Anwendungen werden häufig Zweischneckenextruder (Doppelschneckenextruder) eingesetzt. Diese zeichnen sich durch hohe Durchsatzraten und gutes Durchmischungsvermögen aus. Dabei liegen zwei Schnecken in einem Zylinder vor, die das Material von einer Einfüllzone bis zur Düse transportieren und vermischen. Die Schnecken können sich dabei gleich- oder gegenläufig zueinander bewegen. Greifen die Schneckenprofile ineinander tritt eine sehr effektive Selbstentleerung des Extruder auf. Vorteile des Zweischneckenextruders zeigen sich im:
- Aufschmelzverhalten
- Homogenisierung der Mischung
- Hohe Scherraten (sofern gewünscht)
- hohe Durchsatzleistung
- sehr gute Selbstentleerung [3]
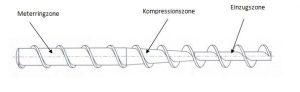
Die Schnecke selbst wird im Allgemeinen in drei Zonen aufgeteilt, die unterschiedliche Aufgaben übernehmen. Im hinteren Bereich des Schneckenzylinders befindet sich die sogenannte Einzugszone. In dieser wird das zu extrudierende Material, das z. B. als Feststoff in Form von Granulat oder Pulver vorliegt, über einen Trichter eingespeist („Fütterung“) und gegebenenfalls aufgeschmolzen (bei Thermoplasten). Durch die Drehung der Schnecke wird das Material weiterbefördert. An diese schließt sich die Kompressionszone an, in der das Material durch die verringerte Gangtiefe der Schnecke weiterverdichtet und damit der für den Austrag im Werkzeug notwendige Druck aufgebaut wird. Abschließend sorgt die Austragszone bzw. Meteringzone für einen homogenen Materialstrom zum Werkzeug hin.
Gleich- und gegenläufige Schnecken Steuerung
Gegenläufige Extruder werden in Prozessen eingesetzt, bei denen eine präzise Steuerung der Verweilzeit gewünscht ist. Scher- und hitzesensible Materialien, die in gleichläufigen Extrudern zerstört werden könnten, sollten ebenfalls eher mit einem gegenläufigen Extruder verarbeitet werden. Durch die eng ineinandergreifenden Förderelemente mit großen Zwickelwiderständen ist es möglich, Material zwangszufördern, das für einen Gleichläufer ungenügende Haft- und Reibungseigenschaften aufweist. Aufgrund der Zwangsförderung bauen Gegenläufer wesentlich höhere und konstantere Drücke auf als Gleichläufer und sind somit prädestiniert für die Verarbeitung von hochviskosen Materialien bzw. für Prozesse, bei eine denen konstante Flussgeschwindigkeit durch die Düse gewünscht ist. Gleichläufigge Extruder sind sehr gut für Durchmischungsprozesse geeignet, da das Material intensivere Bewegungen erfährt. Da der Druckaufbau bei gleichläufigen Extrudern im Zwickelbereich nicht so groß ist, ist die Gefahr geringer, dass die Schnecken bei hohen Drehzahlen auseinandergedrückt werden und sich an der Zylinderwand abreiben. Aus diesem Grund können Gleichläufer im Gegensatz zu Gegenläufern mit wesentlich höheren Drehzahlen und damit Durchsätzen betrieben werden [4].
Technische Daten
Die technischen Abmessungen und Leistungen eines Doppelschneckenextruders ermöglichen eine Einschätzung der Leistungsfähigkeit [3]:
- Schneckendurchmesser 16-50mm
- Drehmoment der Schnecke 42-1570 Nm
- Schneckendrehzahl 500-1200 (U/min)
- Antriebsleistung 2,24-70 kW)
Sie sehen gerade einen Platzhalterinhalt von YouTube. Um auf den eigentlichen Inhalt zuzugreifen, klicken Sie auf die Schaltfläche unten. Bitte beachten Sie, dass dabei Daten an Drittanbieter weitergegeben werden.
Planetwalzenextruder
Bei Planetwalzenextruder drehen sich mehrere Planetenschnecken um eine sich im Inneren drehende Zentralschnecke. Diese wirdals „Sun screw“ bezeichnet. Im ersten Abschnitt funktioniert der Planetwalzenextruder wie ein einfacher. Einschneckenextruder. Wenn das plastifizierte Material die Planetwalzen erreicht, wird es durch die massive Durchmischung stark entgast. Die sehr schmalen Abstände zwischen den Planetwalzen, der Zentralschnecke und der Zylinderwand (Spaltabstände ca. 0,25 mm) erlauben eine gute Wärmeübertragung der einzelnen Bauelemente auf das dünn ausgewalzte Polymer. Trotz der hohen Scherkräfte ist so eine sehr schonende Prozessführung möglich, da starke Temperaturschwankungen im Material vermieden werden können. Planetwalzenextruder werden daher bevorzugt bei hitzeempfindlichen Polymere, eingesetzt oder dann, wenn die Durchmischung in einem anderen Extruder nicht mehr ausreicht [4].
Ringextruder
Hierbei rotieren um einen festen Kern mehrere Schnecken in einer ähnlichen Art und Weise wie in einem Zweischneckenextruder.
Mehrwellenextruder ohne festen Kern
Fehlen dem Mehrwellenextruder sowohl eine rotierende Zentralwelle als auch eine statische Welle im Kern, so eignet er sich sehr gut für die Entfernung von Flüssigkeiten aus Polymerlösungen. Hierbei wird die Polymerlösung unter Druck und bei Temperaturen oberhalb des Siedepunkts des Lösungsmittels in einen „Flash Dome“ schlagartig entspannt. Bei diesem Schritt verdampft ein Großteil des Lösungsmittels. Das entstandene schaumige Material wird von den vier Schnecken weitertransportiert und am Prozessende oft weiter entgas [4].
Kaskadenextruder
Parameter der Extrusion
Wichtige Parameter zur Charakterisierung einer Extrusion sind:
- Totzeit
- Freie Volumen
- Füllvolumen
- Drehzahl
- Durchsatz
- Energieeintrag
- Verweilzeit
- Düsengeometrie
Freie Volumen
Die maximale Menge an Substanz, die ein Schneckenelement aufnehmen kann, ist das
freie Volumen.
Drehzahl
Die Drehzahl bestimmt maßgeblich die geförderte Menge, die Scherung sowie den Energieeintrag in das Material. Scherung entsteht im Spalt zwischen der Schnecke und der Zylinderwand. Bei Mehrwellenextrudern auch zwischen den einzelnen Schnecken. Die Breite des Spalts ist hier eine relevante Größe.
Energieeintrag
Der Energieeintrag in das zu verarbeitende Material erfolgt aus zwei Quellen. Intern über die Schnecke oder extern über die Zylinderwand. Die über die Schnecke eingebrachte Energie ensteht durch Reibung und viskose Dämpfung. Extern kann über Heizungen oder Kühlung die Temperatur im Zylinder verändert werden. Dabei ist die Wärmeleitfähigkeit des Materials entscheidend bei der Entstehung von Wärmegradienten. [4].
Durchsatz
Durchsatz beschreibt die Menge Material, welche pro Zeiteinheit im Extruder verarbeitet wird [4]. Der Durchsatz ist abhängig von der gewählten Drehzahl, der Schnecke und dem Füllvolumen.
Verweilzeit
Die Verweilzeit ist die Zeit, die ein Partikel vom Einfüllschacht bis zum Verlassen der Düse benötigt. Die Verweilzeitverteilung beschreibt die Aufenthaltswahrscheinlichkeit eines einzelnen Partikels bzw. Moleküls im Extrusionsprozess. Wie auch bei den anderen Parametern ist eine Analyse der Verweilzeit wichtig um den Extrusionsprozesses hinsichtlich der Produktqualität zu beeinflussen. Lange Verweilzeiten können, insbesondere bei hohen Verarbeitungstemperaturen, wie sie bei Schmelzextrusionen üblich sind, zu thermischen Stress und Zersetzungsprozessen bei sowohl dem Arznei- wie auch den Hilfsstoffen führen [2]. Eine mögliche Zersetzung kann in toxischen Produkten resultieren. In Bezug auf reaktive Prozesse während der Extrusion ist die Kenntnis der Verweilzeit und ihrer Verteilung notwendig, um sicherzustellen, dass der Prozess vollständig ablaufen kann (Cha & Hanna 2002) [1].
Bei der Herstellung fester Dispersionen können zu kurze Verweilzeiten zu einem nicht ausreichenden distributiven und dispersivem Mischen oder zu einem nicht ausreichenden Lösen des Arzneistoffs im Trägermaterial führen. Für feste Dispersionen ist somit eine ausreichend lange Verweilzeit gewünscht, die eine möglichst gute Verteilung des Arzneistoffs gewährleistet, wodurch ein optimaler pharmazeutischer Effekt erzielt werden kann [1].
Die Verweilzeit sollte gleichzeitig auch kurz genug sein, um eine thermische Belastung der Substanzen während des Prozesses zu vermeiden und zudem effizient zu arbeiten.
Ein gängiges Verfahren zur Bestimmung der Verweilzeit eines Extrusionsprozesses ist das Messen der Zeit, die eine Markersubstanz vom Pulvereinfüllschacht bis zur Düse benötigt. Die Apparatur sollte nach einen individuell zu bemessenen Vorlauf sowohl einen konstanten Druck und Materialtemperatur erreicht haben. Die Messung beginnt durch Hinzugeben der Markersubstanz in den Einfüllschacht. MArkersubstanzen sollten folgende Eigenschaften besitzen:
- keine stofflichen Wechselwirkungen mit dem zu charakterisierenden Material eingehen.
- gut detektierbar sein, da eine möglichst geringe Menge eingesetzt werden sollte,
- die rheologischen Eigenschaften des zu charakterisierenden Materials nicht zu beeinflussen. Markersubstanzen können über vielfältige Methoden detektiert werden, wie beispielsweise spektroskopische oder bildanalytische Methoden [1]
Die mittlere Verweilzeit (MRT) ist ein alternativer Parameter zur Datenauswertung einer Verweilzeitverteilung und wird häufig zur Charakterisierung des Materialtransportes in Extrudern verwendet.
Düsengeometrie
Je nachdem was für Eigenschaften das extrudierte Material besitzt (newtonsches, viskoelastisches oder sturkturviskoses Fluid) muss eine entsprechende Düse gewählt werden.
Webinar „Hot-melt Extrusion“
Sie sehen gerade einen Platzhalterinhalt von YouTube. Um auf den eigentlichen Inhalt zuzugreifen, klicken Sie auf die Schaltfläche unten. Bitte beachten Sie, dass dabei Daten an Drittanbieter weitergegeben werden.
Video „Analyse und Problemlösungen bei Hot-melt-Extrusion“
Sie sehen gerade einen Platzhalterinhalt von YouTube. Um auf den eigentlichen Inhalt zuzugreifen, klicken Sie auf die Schaltfläche unten. Bitte beachten Sie, dass dabei Daten an Drittanbieter weitergegeben werden.
Literatur & Quellen
- Reitz, E.; Extrudierte feste Dispersionen zur Verbesserung der Lösungsgeschwindigkeit und Bioverfügbarkeit (2014) Inaugural-Dissertation zur Erlangung des Doktorgrades der Mathematisch-Naturwissenschaftlichen Fakultät der Heinrich-Heine-Universität Düsseldorf
- Rina Chokshi, Hossein Zia; Hot-Melt Extrusion Technique: A Review (2004) Iranian Journal of Pharmaceutical Research (2004) 3: 3-16
- Informationsbroschüre Leistritz Pharma „Pharmaextrusion“ (Stand 2016) LINK
- Bialleck S.; Herstellung von Polysaccharidpellets mittels Schmelzextrusion (2011) Dissertation LINK